

はい、どうも中小企業診断士のたかぴーです!
今回は今さら聞けない少品種多量生産・多品種少量生産と題しまして、生産形態をテーマに解説していこうと思います。
超基本論点ではありますが、これをちゃんと知っておかないと二次試験でも困ると思いますので、改めて内容を振り返っておきましょう。
▼YouTube動画でも解説中!
少品種多量生産と多品種少量生産とは?
それでは、それぞれの生産形態の特徴を解説していきます。
まずは少品種多量生産からですね。
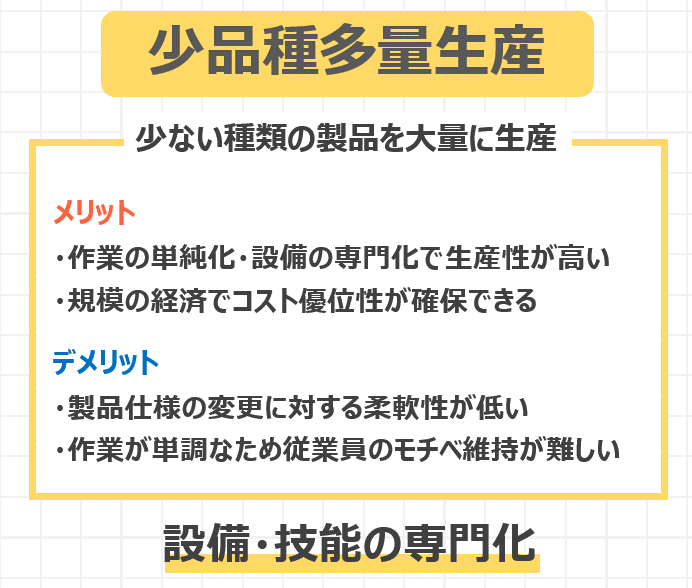
文字からもわかる通り、少品種多量生産は少ない種類の製品を大量に生産する生産形態を言います。
ここまでは誰でもわかると思います。大切なのは、その特徴ですね。
今回はメリット・デメリットという形で特徴を分けてみました。
まずはメリットですね。
少品種多量生産では、製品を大量に生産するために、作業の単純化と設備の専門化を進めますので、非常に生産性が高いという特徴があります。
また、大量に作っているために規模の経済が働いて、低コストで製品を作ることができるというメリットがあります。
デメリットについても見ていきましょう。
少品種多量生産では設備が専門化しているからこそ、製品仕様の変更や品種の増減に対する柔軟性が低いこと、それから作業が単調なので従業員のモチベーション維持が難しいことが
デメリットとして挙げられます。
続いて、多品種少量生産ですね。
今度は逆に、多くの品種を少量ずつ生産する生産形態を言います。
たくさんの種類の製品を少しずつ生産しているわけですね。
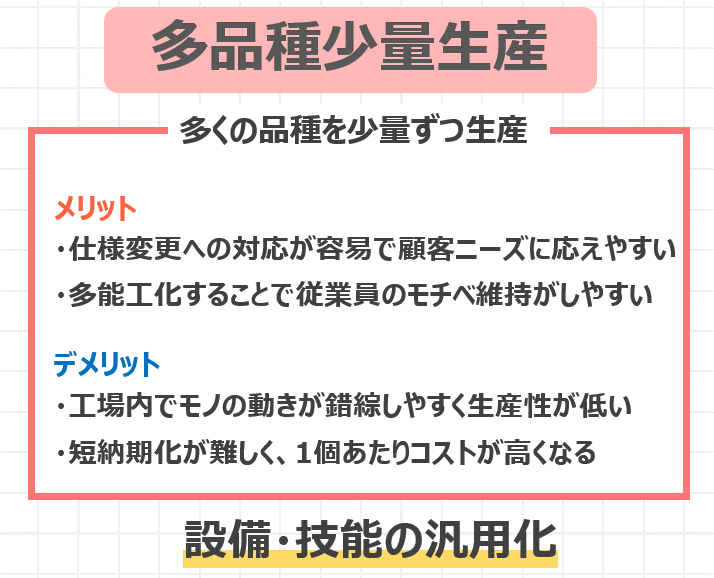
メリットは、仕様変更への対応が比較的容易にできるので、顧客ニーズに応えやすい点があげられます。
また、多能工化することで、従業員のモチベーション維持がしやすいというメリットもあります。
多能工というのは、一人でたくさんの工程の仕事ができる従業員のことですね。
毎日同じ仕事をしているより、色々な仕事ができる方がモチベーションを維持しやすいのは、イメージしやすいのではないでしょうか。
続いてデメリットですね。
多品種少量生産のデメリットは、工場内でモノの動きが錯綜しやすいので、生産性が低いことが挙げられます。
また、生産性が低いために短い納期で納品するのが難しく、生産コストは少品種多量生産と比べると高くなります。
少品種多量生産と多品種少量生産では以上のような違いがあります。
試験対策上で抑えておくべきポイントとしては、少品種多量生産は設備・技能の専門化、多品種少量生産は設備・技能の汎用化です。
言葉だけだとイメージが付きにくいと思いますので、次のページで詳しく解説しますね。
専用化と汎用化とは?
それでは専用化と汎用化の例を説明します。
繰り返しになりますが、少品種多量生産では、低コストで大量に製品を作るために、徹底した効率化を目指しています。
そのために設備を専門化を進めるのでしたね。
専門化した設備の例としては、ゆで卵のスライサーがイメージしやすいかと思います。
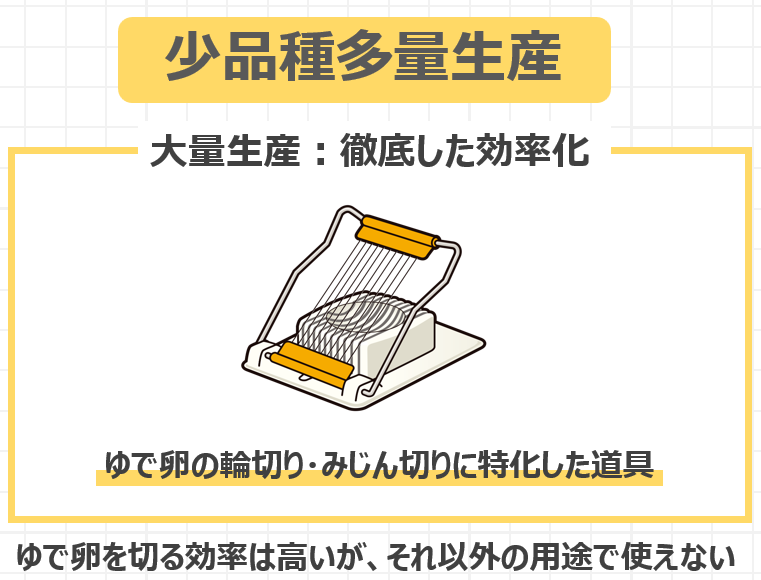
これというのは、ゆで卵を輪切りにしたり、みじん切りにすることに特化した道具ですよね。
当然ゆで卵を切る効率は高いのですが、基本的にはそれ以外の用途では使えないと思います。
少品種多量生産ではその用途に特化した設備を次々に導入して、高効率を目指していきます。
一方多品種少量生産は、様々な製品を作っていきますので、柔軟な対応ができることが特徴でした。
使われる設備の例としては、ゆで卵スライサーに対して調理包丁がイメージしやすいですね。
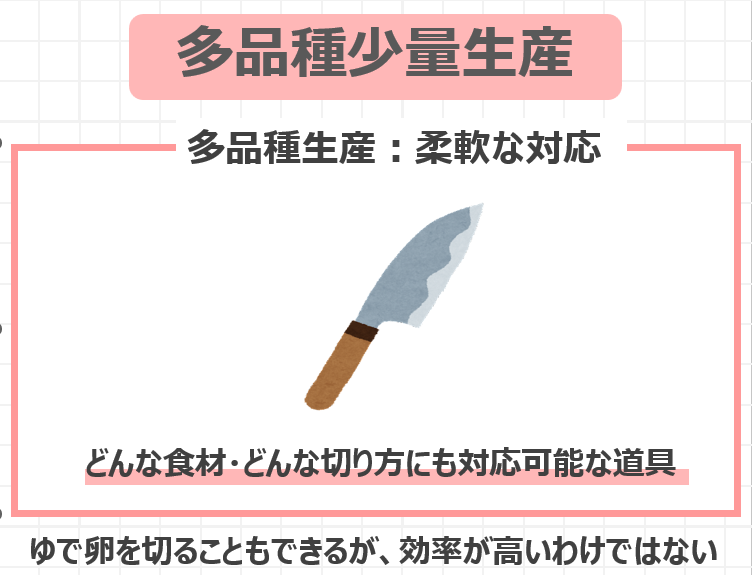
包丁はどんな食材やどんな切り方にも対応できる道具です。
当然ゆで卵をみじん切りにすることも、輪切りにすることもできますが、先ほどのゆで卵スライサーに比べると効率が高いわけではないですよね。
多品種少量生産では、このように「切る」という機能を持って様々な製品の加工に使えるような汎用設備を取り揃えていくことになります。
これによって、多品種生産を実現しているわけですね。
生産形態ごとの工場レイアウト
ここまでで専門化と汎用化のイメージは付いたと思いますので、続いて生産形態ごとの工場レイアウトについても確認したいと思います。
少品種多量生産は製品別レイアウトを採用
まず、少品種多量生産では、製品別レイアウトを採用するケースが多いです。
野菜カット工場を例に見ていきましょう。
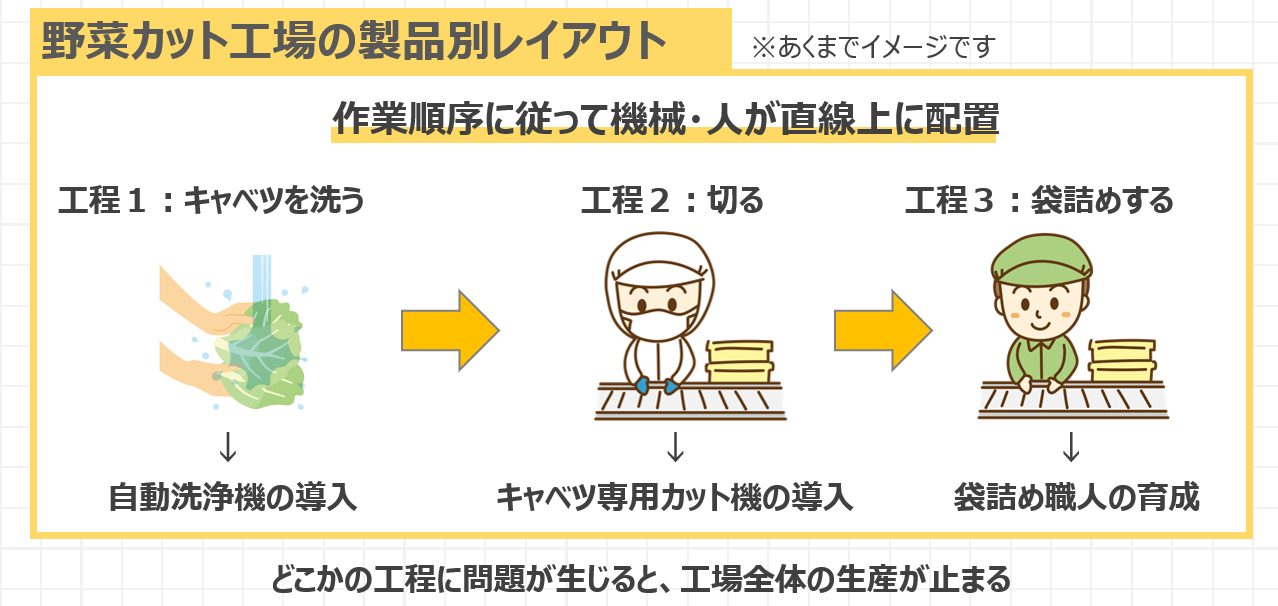
製品別レイアウトは、作業順序に従って機械や人が直線上に配置されている工場レイアウトを言います。
工程1でキャベツを洗って、工程2で切って、工程3で袋詰めして出荷するというように、工程が左から右に流れていくようなイメージですね。
少品種多量生産では効率重視で専門化が行われると話しましたので、工程1ではキャベツの自動洗浄機が導入されたり、工程2ではキャベツ専用カット機が導入されたり、工程3では袋詰め作業に特化した職人を育成するなどして、生産性を上げていきます。
製品別のレイアウトのなので、キャベツだけでなくて他の野菜についてもそれぞれ専門特化して複数の生産ラインが工場内に配置されているイメージですね。
製品別レイアウトでは見てわかる通り、製品が左から右に一直線上に流れていきますので、どこかの工程に問題が生じると、工場全体の生産が止まるという特徴があります。
多品種少量生産は機能別レイアウトを採用
それに対して多品種少量生産では機能別レイアウトを採用することになります。
こちらでは食品加工工場を例に見ていきましょう。
機能別レイアウトでは、同じ機能を持つ機械や設備をまとめて配置されています。
例えばこの工場では、エビフライ・カレー・豚カツを作っているとします。
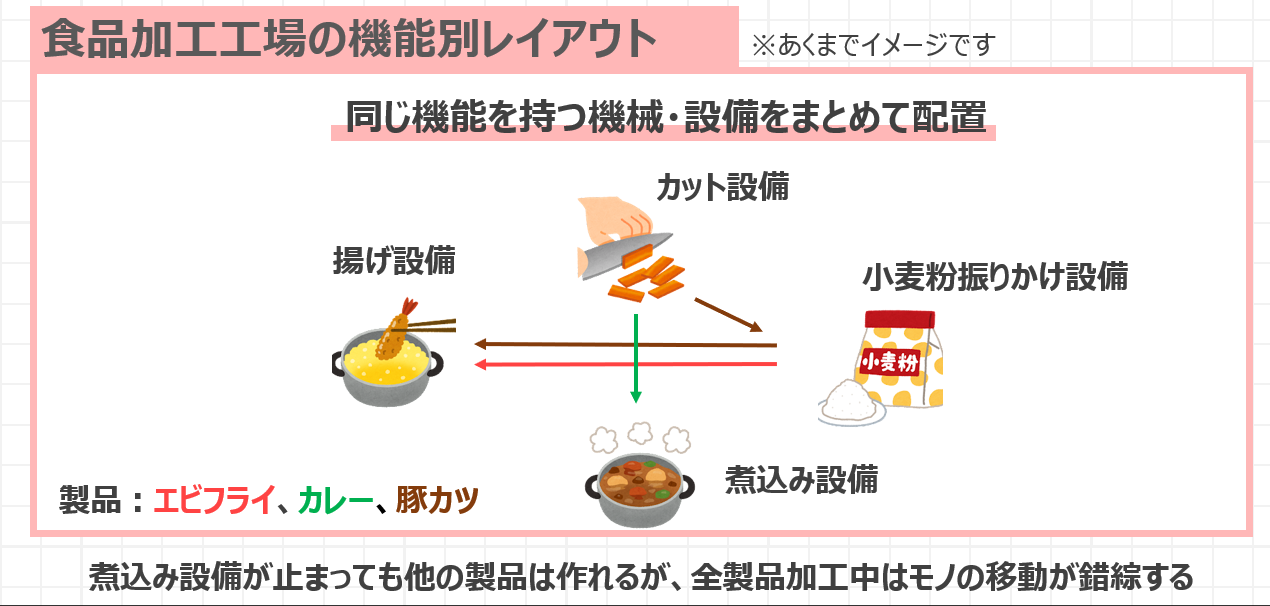
工場では、それぞれカット、小麦粉を振りかける、煮込む、揚げるいった機能ごとに設備が配置されているイメージですね。
生産工程について見てみると、エビフライは小麦粉を振りかけてから揚げ工程に進みますし、カレーはカット工程から煮込み工程に進みます。
また、豚カツはカット工程から小麦粉振りかけ工程に進んで、揚げ工程に進んでいきます。
このように製品ごとに工程が異なりますので、機能ごとの設備が配置されていた方が、柔軟に生産が行えるわけですね。
少品種多量生産ではどこか一つの工程で問題が発生すると工場の生産が止まりましたが、多品種少量生産ではそのようなことがありません。
例えば煮込み設備が止まっても他のエビフライや豚カツといった製品を作ることができますが、
図を見ていただいて分ける通り、全製品を加工しているときにはモノの移動が錯綜しますので、生産を管理するのは大変です。
以上のように、それぞれの生産形態に合わせて工場レイアウトが決まっていきます。
これらはセットで覚えておくと、試験対策もしやすいと思いますので、合わせて解説しました。
過去問を解いてみよう (平成28年度 第2問)
それではここまでの内容を過去問を解いて復習をしましょう。
生産形態に関する記述として、最も不適切なものはどれか。
ア 少品種多量生産では、加工・組立の工数を少なくする製品設計が有用である。
イ 少品種多量生産では、工程の自動化が容易で、品種の変化に対するフレキシビリティが高い。
ウ 多品種少量生産では、進捗管理が難しく、生産統制を適切に行わないと納期遵守率が低下する。
エ 多品種少量生産では、汎用設備の活用や多能工化が有用である。
中小企業診断士試験 運営管理 平成28年度 第2問
✅選択肢ア
少品種多量生産では、加工・組立の工数を少なくする製品設計が有用である、ということですが、確かに少品種多量生産は効率重視ですので、より効率を高めるために設計を単純化することは有効です。
ただ、多品種少量生産でも単純化することは決して間違いではないので、試験本番では△として保留しておきたいですね。
✅選択肢イ
少品種多量生産では、工程の自動化が容易、ということですが、この部分はその通りですね。自動化することで効率を高めることができます。
その次の品種の変化に対するフレキシビリティが高いについてはどうでしょうか?
フレキビリティは柔軟性のことですね。
柔軟性が高いのは多品種少量生産なので、この部分の記述は誤りになります。
選択肢イがこの問題の答えになりますね。
念のため他の選択肢もみておきましょう。
✅選択肢ウ
多品種少量生産では、進捗管理が難しいとありますが、複数の製品を様々な工程経路で生産していますので、確かに進捗管理は難しいですね。
生産統制を適切に行わないと納期遵守率が低下するとありますが、進捗管理が難しいゆえに、このような問題も起こりますので、間違ってなさそうです。
✅選択肢エ
多品種少量生産では、汎用設備の活用や多能工化が有用である。
これはまさに多品種少量生産の特徴を言い表していますので、記述は正しいですね。
どうでしたでしょうか?ちゃんと正解できましたかね?
このくらいの難易度の問題がきたら、ぜひ正答しておきたいところです。
間違ってしまった方は、改めて記事を見返して復習してみてくださいね。
まとめ
それで最後にまとめです。
それぞれの生産形態について内容・レイアウト・特徴・デメリットといった項目で整理してみました。
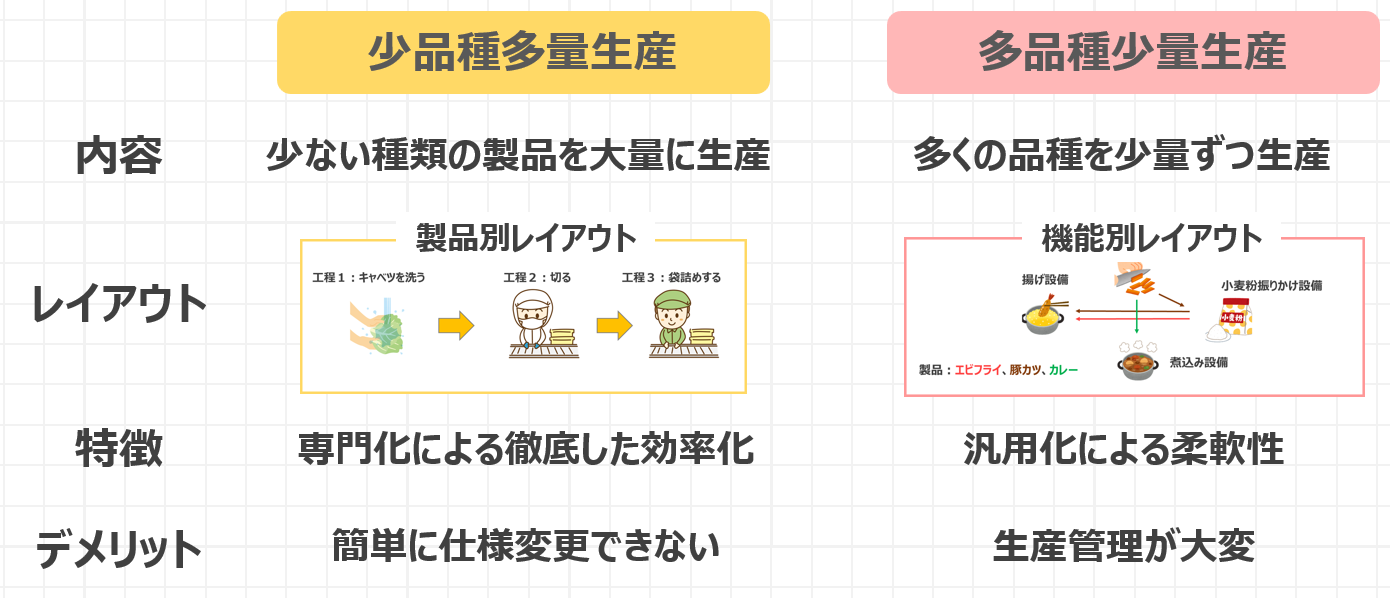
まず内容ですが、少品種多量生産は、少ない製品を大量に生産して、多品種少量生産は多くの品種を少量ずつ生産するのでした。
レイアウトは少品種多量が製品別レイアウト、多品種少量が機能別レイアウトでしたね。
特徴としては少品種多量が専門化による徹底した効率化、多品種少量が汎用化によって柔軟性がありました。
最後にデメリットとしては、少品種多量は簡単に仕様変更ができなくて柔軟性が低く、多品種少量は柔軟性はあるのですが生産管理が大変なのでした。
以上のような整理ができれいれば、この論点は十分だと思います。
簡単な論点だからこそ、人に説明ができるくらいしっかりと覚えていただければと思います。
それでは今回の解説記事はここまでとしたいと思います。
ここまでご覧いただき、ありがとうございました。
それではまた次回の解説記事でお会いしましょう。勉強頑張ってください!応援しています。さようなら!!